PCB設計におけるイオンマイグレーション対策のポイント
目次を見る
PCBを設計する段階でイオンマイグレーション現象を防ぐことが、製品の長期信頼性を確保するうえで非常に重要です。
マイグレーション試験を
依頼できるおすすめ会社2選
今すぐ見る
PCB設計におけるマイグレーションとは?
PCB設計におけるイオンマイグレーションは、主に基板表面の導体間(配線パターン上)で発生します。とくに、配線間隔がミクロン〜ミリ単位の狭ピッチで設計された高密度回路ではそのリスクが高まります。
マイグレーションの発生プロセス
PCB上でイオンマイグレーションが生じる主なきっかけは、基板表面に水分が付着することです。水分にフラックス残渣、ホコリ、手指の汗といったイオン性の汚れが溶け込むと、それが電解質となって陽極側の金属をイオン化させてしまいます。短絡(ショート)の原因は、デンドライトの成長が進み、陽極と陰極が物理的につながることで絶縁が破壊されるからです。
PCBのイオンマイグレーションは表面で発生しやすいため、成長したデンドライトは光学顕微鏡でも確認できます。また、SIR(表面絶縁抵抗)試験やECM(電解マイグレーション)試験で再現しやすく、設計上のリスクを早い段階であぶり出しやすいという特徴があります。
PCB設計のイオンマイグレーション試験事例
電子機器の小型化・軽量化が進み、PCBの耐久性・信頼性がこれまで以上に重要な課題となっています。なかでも、イオンマイグレーションが発生することによる絶縁劣化のリスクは、設計において無視できない要素です。
これまでは、高温高湿環境で数十〜数百時間にわたってDC電圧を印加し、絶縁劣化を時系列でモニタリングする方法が主流でした。しかし、水分の初期吸着や結露が短期間でマイグレーションを誘発する事例が多数報告されるようになり、従来の試験だけでは見落とされる瞬間的な絶縁劣化が存在することがわかってきました。
こうした背景から、従来の試験方法に加えて、瞬間的・局所的な変化を捉える測定や、実使用環境(結露)を模した試験の重要性が高まっています。
試験概要
この試験は、水分の吸着が絶縁性能に与える影響とイオンマイグレーション発生との関係を評価することを目的に行われました。プリント配線板を高温多湿の環境にさらしながら、絶縁抵抗の変化と基板の吸湿量を測定しています。
| 項目 |
内容 |
| 環境試験 |
3条件
40℃ 87%RH,60℃ 87%RH,85℃ 85%RH |
| 印加電圧 |
50VDC |
| 測定間隔 |
一時間毎(測定電圧=50VDC) |
| 試料 |
銅張ガラスエポキシ(FR-4)
導体間隔:0.318mm(JIS2型) |
試験結果
PCBの吸湿は初期に急激な増加を示し、その後は徐々に増加する特性を示しました。
加えて、絶縁抵抗値も初期段階で急激に上昇しました。金属の溶出反応によって導電性のある成分が一時減少したことによる仮初の絶縁抵抗値です。次いで、絶縁抵抗値は安定状態になりました。金属がイオン化しているうちは絶縁状態が維持されるからです。しかし、イオンマイグレーションが進行して金属イオンが還元されると再び絶縁抵抗が低下し、短絡に至りました。
また、PCBの吸湿は温湿度条件に依存することが確認され、絶縁抵抗値が安定した状態では温度・湿度の条件を厳しくするほど絶縁抵抗値が低くなるという特性が現れました。
※参照元:ESPEC技術情報[PDF](https://www.test-navi.com/jp/report/cate/09/tech_content_no18/j_47.pdf#:~:text=SAE ,RH, 1000h)
PCB設計のマイグレーション評価で確認すべきポイント
PCBのイオンマイグレーション対策では、設計上のリスクを減らすだけでなく、想定した条件で本当に絶縁信頼性を保てるかを評価することが重要です。とくに、配線間隔が狭い基板では、使用電圧が高くなくても電界強度が高まり、マイグレーションのリスクが生じる場合があります。
そのため、評価では「どの電圧帯で試験するか」「どの装置で微小な変化を捉えるか」「自社で行うか、受託試験を活用するか」をあらかじめ整理しておく必要があります。
PCB設計で問題になりやすい電圧帯
PCBのマイグレーション評価では、高電圧だけでなく、数V〜数十V程度の比較的低い電圧帯でも注意が必要です。とくに、狭ピッチ化した配線では導体間の距離が短くなるため、印加電圧が低くても局所的な電界強度が高まり、絶縁劣化や短絡につながる可能性があります。
たとえば、小型電子機器や微細配線を持つ基板では、実際の使用電圧に近い条件で絶縁抵抗やリーク電流の変化を確認することが重要です。一方で、EV部品やパワーデバイスのように高電圧がかかる用途では、低電圧域とは異なる耐圧評価が必要になります。
PCBの評価に向くマイグレーション試験装置
PCB向けの評価では、絶縁抵抗が大きく低下してから検出するのではなく、初期段階の微小なリーク電流や抵抗値の変化を捉えられる装置が適しています。とくに、低電圧域で安定して電圧を印加できることは、狭ピッチ基板の評価で重要なポイントです。
また、HAST装置や恒温恒湿槽と組み合わせて、高温多湿や結露に近い環境を再現できるかも確認しておきたい点です。複数サンプルを同時に測定できる多チャンネル対応や、試験中の変化を継続的に記録できるIn-situモニタリング機能があると、異常の兆候を把握しやすくなります。
基板向けの受託試験先を選ぶときのポイント
自社で試験環境を整えるのが難しい場合は、基板向けのマイグレーション受託試験を活用する方法もあります。受託試験先を選ぶ際は、試験装置の有無だけでなく、PCBの導体間隔、使用電圧、想定される温湿度環境に合わせて試験条件を設計できるかを確認することが重要です。
また、絶縁抵抗の測定範囲、測定間隔、対応できるサンプル数、試験後の観察やレポート内容も比較しておくとよいでしょう。設計段階でリスクを見つけたい場合は、単に合否を確認するだけでなく、どの条件で絶縁劣化が起きたのかを分析できる試験先を選ぶことが大切です。
マイグレーション受託試験
に対応する会社を見る
PCBの設計段階でイオン
マイグレーションを防ぐために
イオンマイグレーションは電界・水分・イオン性物質が揃ったときに起きやすい現象であるため、この3つを同時に存在させないことが予防につながります。
水分対策
基板に吸湿性の低い材料や耐湿性に優れたソルダーレジストを選ぶことで、湿気の影響による絶縁劣化のリスクを抑えられます。PCBが高温多湿な環境で使用される場合には、実装後に洗浄を行うことが推奨されています。洗浄後に基板をコーティングすることも効果的です。
金属対策
鉛フリー化が進む現在、イオンマイグレーションのリスクを抑えるには、耐性の高いめっき材料を選ぶことが重要です。鉛フリー実装ではSn-Ag-Cu系合金が主流ですが、銅(Cu)と銀(Ag)の異種金属組み合わせは湿度環境下で銅と銀の間にガルバニックカップル(電位差)が発生しやすく、腐食とマイグレーションが複雑化します。このように、材料の組み合わせによってはマイグレーションが進行しやすくなるため、適切な選定、もしくは設計が求められます。
電界強度対策
導体間にかかる電圧を低く保つことは、マイグレーションの抑制に有効です。ただし、電圧が低くても導体間の距離が短いと電界強度は高くなるため、導体間の間隔(トレースギャップ)を十分に確保することが重要です。
不純物対策
腐食性が低いタイプのフラックスを使用することで、絶縁劣化のリスクを低減できます。また、ノークリーニングタイプのフラックスを使用する場合でも、洗浄工程を省略せずに、事前に信頼性試験で影響を確認することが推奨されています。PCBの洗浄によって汚れを取り除くことは、イオンマイグレーションや電解腐食を防ぐうえで有効な手段です。
CAF対策
絶縁層内部のリークパス形成を防ぐには、適切なラミネート材料の選定が重要です。標準TgのFR-4材料のほうが、高Tg FR-4よりもCAFに対する耐性が高い傾向がある、という報告もあります。高Tg材料が比較的脆く、ガラス繊維との界面でクラックが発生しやすいことが要因です。
また、基板製造時の穴あけや加工の精度もCAFの耐性に影響します。ドリル加工や層間の接着不良などが原因で微小なリーク経路が形成される可能性があるため、製造品質の確保が欠かせません。
熱サイクルや機械的応力など、使用中にかかるストレスによってCAFの進行が促進されることもあるため、環境ストレスを想定した設計配慮が求められます。
高密度配線や鉛フリー実装の普及により、設計段階からのリスク対策と適切な試験評価は、これまで以上に求められるようになりました。製品の信頼性を確保するには適切な検査が欠かせません。従来の長時間試験だけでは異常の兆候を見落とすこともあるため、水滴法やIn-situモニタリングなど短時間で初期マイグレーションの兆しを捉える手法も組み合わせて評価に取り入れることが望まれます。
【PR】微小なリーク電流も正確に検出
IMVの絶縁信頼性評価システムを紹介
引用元:IMV公式HP
(https://www.landingpage-synergy.com/k4yeiagc/)
高精度測定
フィードバック機能で実際のサンプル電圧をリアルタイム補正し、設定値と実際の印加電圧のズレを最小化します。
微弱電流測定
絶縁抵抗10⁵〜10¹⁴Ωまでカバーし、微小なリーク電流も正確に検出して信頼性の高い評価を実現します。
短時間試験
100°C超+高圧環境を作れるHAST装置との連携で、過酷条件を再現し、通常の何分の一もの時間で評価が可能です。
多チャネル対応
PC1台で最大256chまで拡張可能で、複数サンプルの一括試験による効率化と比較評価が容易になります。
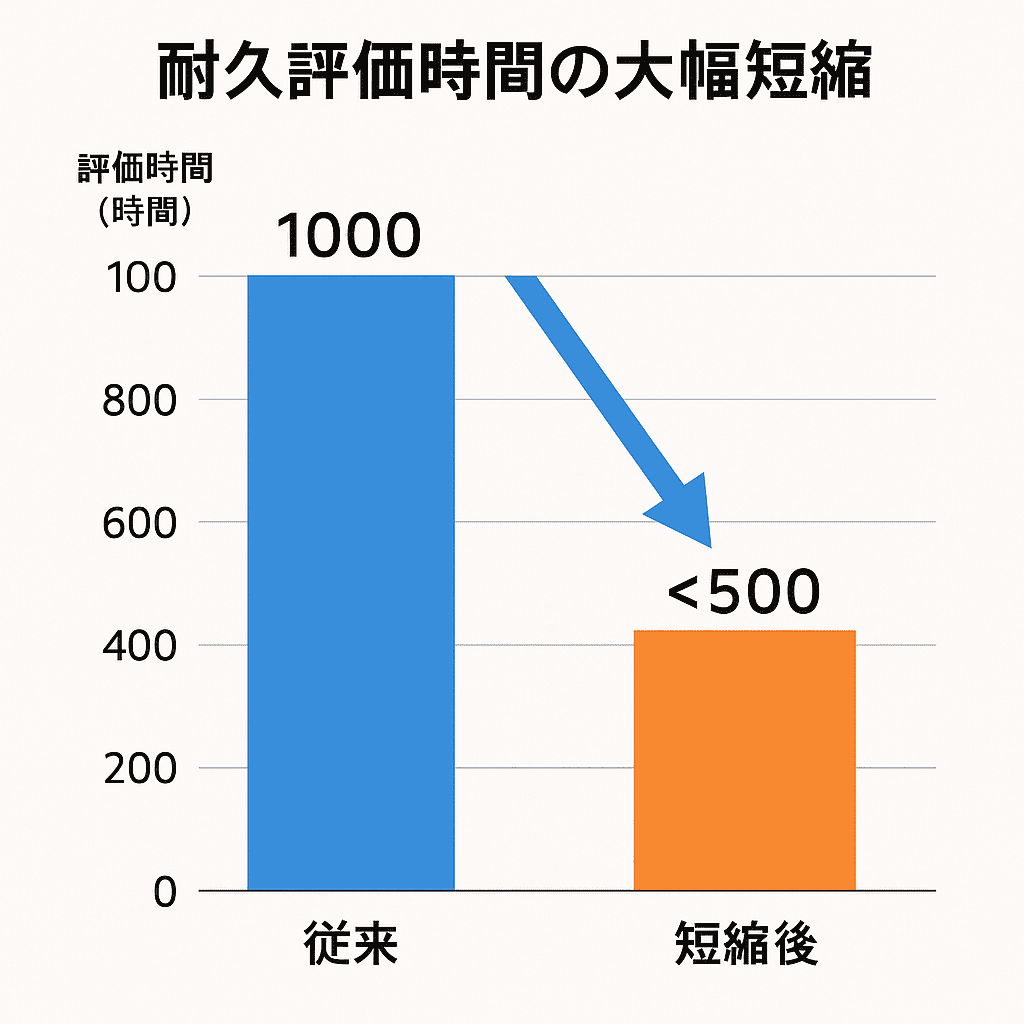
開発期間の大幅短縮を実現
たとえば、通常1,000時間かかる耐久評価を 500時間以下に短縮可能。開発スピードを加 速させ、思わぬ故障も未然に防ぎます。
また平山製作所のHAST装置の高絶縁抵抗を 測定するための対策(特殊カバーやノイズ 対策)が、IMVの試験機が持つ高精度な測定 性能を最大限に活かし、 マイグレーション による微小なリーク電流も正確に検出できるようになります。
※下記図は一例です。
他社製品との比較
| 項目 |
当社
IMV(+平山製HAST) |
他社 |
| 電圧精度 |
印加電圧の設定後、測定時にリアルタイム補正
|
印加電圧の設定のみ |
| 湿度制御 |
外部生成→内部供給で安定
(試験槽外に蒸気発生層があるため温度湿度分布が良い)
|
試験槽内に装置がある場合、ばらつき大 |
| 測定スピード |
1秒未満の高速サンプリング |
数分単位の測定の場合、劣化の瞬間を捉えにくい |
| 多チャンネル対応 |
PC1台あたり最大256ch |
モデルによる制限 |
対象物に合わせて選べる
マイグレーション試験受託会社
おすすめ2社を紹介
マイグレーション試験機は印加電圧で選ぶ|
おすすめ2選と選定の考え方
PCB設計段階でのマイグレーション対策は、材料や構造によるリスク低減だけでなく、それを実証する評価試験によって初めて信頼性が担保されます。実際の使用環境に近い条件でテストを行い、設計上の想定が正しいかどうかを確認することが重要です。
ところで「自社の製品にとって、どんな試験をどんな装置で実施すればよいのか?」という具体的な検討をされていませんか?
マイグレーション試験では、試験対象によって求められる印加電圧の条件が大きく異なります。 たとえば、狭ピッチのプリント基板や微小電子部品などでは数V~数十Vの繊細な電圧制御が求められる一方で、EV部品などのパワーデバイスでは数千Vの高電圧に対応した耐圧評価をする必要があります。
このような背景から、当サイトでは試験機の選定において「印加電圧の大きさ」を判断軸としてマイグレーション試験と試験槽をご紹介しています。
具体的には、低電圧試験に強みを持つ、IMVの試験機と平山製作所の試験槽(HAST装置)の組み合わせ、また高電圧に強みを持つESPECの試験機と試験槽(HAST装置)を比較し、それぞれの特長や活用シーンを整理しています。
現在、マイグレーション試験機の導入・検討をされている方は、ぜひ当サイトのトップページ(下記リンク先)をチェックしてみてください。なお各社は受託試験も行っているため、導入前にまずは受託試験サービスを試してから検討することも可能です。
最適なマイグレーション試験機・試験槽を見つけるヒントに!
印加電圧の大きさ別
マイグレーション試験機2選




